信息动态NEWS
扣件小盖模具

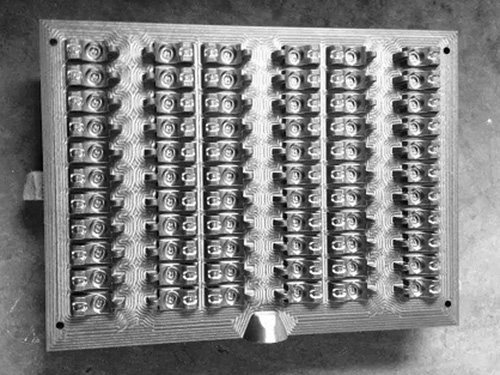
扣件小盖模具与其他铸造模具的差别还有工作温度不高,一般不超过300℃,工作压力不高,即使是高压造型,其他比压不会超过1.5MP,因此模具材料选用范围较大,模具寿命也比较长,模具费用占总成本比例也比较低。
扣件小盖模具是将拌有树脂的型砂覆于带有模型和经过预热的金属模板上,加热使树脂熔化,形成一层薄壳,经过焙烘硬化后,从模板上取下,用做铸造铸型的铸造方法。
扣件小盖模具工艺过程:
用一种遇热硬化的型砂覆盖在加热的金属模板上,使其硬化为薄壳,薄壳厚度一般为6~12毫米,具有足够的强度和刚度,因此将上下两片型壳用夹具卡紧或用树脂粘牢后,不用砂箱即可构成铸型,浇注铸件金属模板的加热温度一般为300℃左右,使用的型砂为树脂砂,即以酚醛树脂为粘结剂的树脂砂。同样也可用上述方法将型芯制成薄壳芯制造薄壳铸型常用翻斗法。制造薄壳芯常用吹制法。
扣件小盖模具工艺过程:
用一种遇热硬化的型砂覆盖在加热的金属模板上,使其硬化为薄壳,薄壳厚度一般为6~12毫米,具有足够的强度和刚度,因此将上下两片型壳用夹具卡紧或用树脂粘牢后,不用砂箱即可构成铸型,浇注铸件金属模板的加热温度一般为300℃左右,使用的型砂为树脂砂,即以酚醛树脂为粘结剂的树脂砂。同样也可用上述方法将型芯制成薄壳芯制造薄壳铸型常用翻斗法。制造薄壳芯常用吹制法。

